



 通过认证
通过认证 


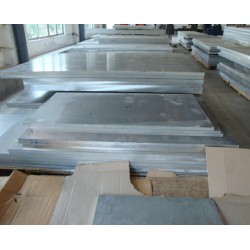
7075铝板现货规格:
进口7075铝板:厚度1.0mm-230mm*1520mm*3600mm
国产7075铝板:厚度15mm*170mm*500*4000mm
7075铝棒现货规格:直径16mm-180mm
7075挤压铝棒生产工艺:铝棒生产线大致分为熔铸车间、模具车间、挤压车间(一)/(二)、时效车间、包装车间、成品仓库、铝棒仓库。公司总的生产流程: 熔铸车间→铝棒仓库 挤压车间 →时效车间 →包装车间仓库→成品仓
电询:东莞市博望金属材料有限公司-刘先生13652559044
电询:东莞市博望金属材料有限公司-刘先生13652559044
7075超硬铝板热处理时效工艺:
7075-T6状态:固溶热处理后冷却以达到高强度.不再进行冷加工
7075-T6511状态:固溶热处理后冷却以达到高强度,然后加以校正调直工艺.
7075-T651状态:固溶热处理后冷却以达到高强度.然后经拉伸机进行冷拉伸,以消 除热处理后的残余内应力,达到以后深加工后不变形以*保*机加工产品精密度.
7075-T6511状态:固溶热处理后冷却以达到高强度,然后加以校正调直工艺.
7075-T651状态:固溶热处理后冷却以达到高强度.然后经拉伸机进行冷拉伸,以消 除热处理后的残余内应力,达到以后深加工后不变形以*保*机加工产品精密度.
7075铝板的主要用途:航天航空工业、吹塑(瓶)模、超声波塑焊模具、高儿夫球头、鞋模、纸塑模、发泡成型模、脱腊模、范本、夹具、机械设备、模具加工。
7075铝合金可通过淬火时效获得高强度 ,但它在淬火过程中会产生淬火残余应力。 7075铝合金厚板在不同淬火水温下 ,以及某一水温下淬火后经不同预拉伸量和不同时效工艺制度下淬火残余应力大小及变化规律进行了测试与分析。结果表明 ,随着淬火水温的升高 ,残余应力明显降低 ;水淬后随着预拉伸量的增加 ,残余应力逐渐从压应力转变为拉应力 ,当预拉伸量约 2 %时 ,残余应力基本上趋近于零 ;随着时效温度升高和时效时间延长 ,残余应力呈下降趋势。因此 ,合理的淬火水温、预拉伸量以及时效制度是降低 70 75铝合金厚板淬火残余应力的有效工艺措施。其中尤以适当的淬火水温和预拉伸量*为有效。
7075是一种Al Zn Mg Cu系可热处理强化的高强度变形铝合金。它通过淬火时效后会有大量弥散强化相析出 ,使其强度得到很大的提高 ,被广泛应用于航空、航天等重要领域。但经过淬火后会使 70 75铝合金工件产生严重的淬火残余应力。在后续机械加工时 ,工件容变形。铝合金板材在淬火后产生很大的残余应力,使其在机械加工过程中发生变形。对淬火应力产生的原因及消除方法进行了探讨,从理论上对给定条件下的拉伸后残余应力进行分析、确认,消除残余应力的关键在于位伸过程;可热处理强化铝合金板材,经淬火-时效热处理强化后,强度被大幅度地提高,但同时淬火又使得制品内部产生了很大的残余应力,导致其在机械加工过程中产生翘曲变形,因而制约了其制品的有效应用。随着航天航空工业的发展,出现了一种有效消除残余应力方法-即在铝合金板材淬火后进行人工时效。
我司实力雄厚、拥有高精度大型剪板机、锯床、叉车、吊车等现代化加工设备,以满足不同客户对产品的需求。库存量充足、规格齐全,以质优、价平,交货及时;铝板主要销往国内河北、天津、北京、甘肃、江苏、浙江、安徽、福建、山东、湖北、湖南、广东、广西、上海等地!






{kind=link}