



 通过认证
通过认证 



|
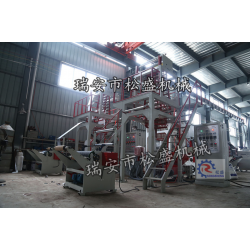
SJ-50/FM600 、SJ-55/FM800 、SJ-60/FM1000 高速吹膜机组
数据如有更改,恕不另行通知。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
一、结 构 说 明
本机由:1、挤出主机 2、牵引辅机 3、风环和模头 4、空气压缩机 5、配电箱鼓风机及收卷等部分组成, 6升降
1、挤出机:由电机、齿轮减速器、螺杆、料筒、模头等组成。
2、牵引辅机:牵引机架、 人字夹板、牵引辊(2-3条)、传动轴、收卷辊等组成。由牵引电机驱动,将模口挤出的管状膜坏上引拉伸经人字夹板、牵引辊、传动辊至收卷辊*后收卷成膜筒。各部位均设有调节装置以便使用时调整。
3、风环:由上下两个部件,加以进风管、风机等辅助组成。由风机将风送进风管、风环,将冷风均匀地吹到模口出料处,将管状坏膜进行冷却,其中风环上有调节装置调节风量大小。
4、空气压缩机:将压缩空气通过气管、气阀从模头中心充到管状坏膜中,将坏膜吹至达到所要求的薄膜宽度。
5、配电箱:安装电气元件,控制整个机组的运行和加热(详见电气原理图)。
本机工作原理:将温度加至工作所需温度,原料加入料斗经螺杆运转,自行进入加料段,压缩塑化,经三通过滤后进入模头,经模口出料冷却后经过牵人字板,牵引辊再次拉伸,使薄膜的宽度、厚度、强度达到一定的要求,后绕上卷膜辊而成。
主机温度的调整,采用电热加温,由自动控制仪控制其温度的选用,要视原料的型号、性能、塑化指标以及整机的运转快慢来调整。主机温度的调整一般是由进料口向三通逐渐升高,模头的温度比三通略低。由于加温是从外部向中心传递,在正常运转时,螺杆在挤压过程中所产生的部分内热量应考虑在内,还要适当调整内控温差,使各部的温度达到正常的产生要求。
6,升降,控制膜的大小厚薄,上牵引按钮可以直接升降
二、使 用 须 知
开机操作前应清理好周围场地,各部件摆放位置是否适当,检查各件连接是否紧固,各转动部件是否灵活,各调节螺栓是否适当,转动轮安全罩、电器元件漏电安全保护是否齐全,电动机运转方向是否正确,是否接好地线。当机组都处在正常状态,然后开启电源开关,检查电器元件指示是否正常,如正常再启动螺杆加热电源,由温度控制仪调节和自动控制。当达到塑化要求,稍作恒温后,启动挤出电机随螺杆转动将塑料熔解挤出。
待物料符合工艺要求时,由人工牵引管坏,同时开启风环、风机和空气压缩,将泡管上引通过人字夹(视薄膜大小适量调节角度)进入牵引夹辊,由牵引拉伸和压缩,空气吹胀的作用而形成薄膜泡管。操作请注意调正风环出风量和压缩机出气量的大小,保持牵引速度和吹胀比的适当匹配,正常后送入收卷辊进行卷取;收卷速度通过力距电机表来调整。并使拉力恒定,收卷轴收卷到一定直径膜卷后,一般收卷直径在Ø60比较合适,即可剪断膜取下成品。
三、注 意 事 项
1、由于运输中可能碰坏电器元件或线头脱落等,应先严格检查,为确保人身安全,开机关必须接好地线,然后接通电源,再严格检查各部位电机运转是否正确,并注意有无漏电现象。
2、安装时应注意调整好挤出机机头中心线与牵引辊中心保持水平垂直,不得偏离歪斜。
3、收卷时由于收卷外径逐渐增大请注意牵引速度与收卷速度的配合,请及时调整。
4、主机开启后,密切注意主机运行情况,及时调节、修正、电气仪表、控制器以确保其正常运行。
5、主机齿轮箱、牵引减速箱应经常加油,更换齿轮油,新机请在使用10天左右更换新齿轮油,以确保各转动部位正常运转,注意加油,防止卡住和过热损坏,还应检查各连接部位的固紧情况,防止罗栓松动。
6、泡管中的压缩空气应保持适量,因为牵引过程中,会将压缩空气泄漏带出,请及时补充。
7、经常清理更换机头内的过滤网,防止堵塞,严防塑料粒子内混入铁肖、砂、石于等杂质避免螺杆料筒损坏。
8、严禁无料空机动转,在料筒、三通、模头未达到要求的温度时,不能启动主机。
9、启动主电机时,应先启动电机后慢慢加速;关闭主电机,应先减速后再关机。
10、预热时,加温不宜过久及过高,以免料口堵塞。
浙江省瑞安市松盛包装机械厂地处浙南沿海,是一家专业生产热封冷切制袋机,热封热切制袋机,高低压吹膜机。PE热收缩膜吹膜机,聚丙烯吹膜机,凹版印刷机,凸版印刷机等成套塑料包装设备的企业,我厂自创办以来,“以质量求生产。以创新求发展”的信念,狠抓企业内部管理及售后服务,注重科技进步和信息。坚持厂商,联手立足市场,参与竞争的策略的方针,使自身得到了快速的发展。
面对市场激烈的竞争,公司缜密决策、长远规划,“重质量、守信誉”是企业的永远宗旨,不断健全经营机智,完善全方位产品网络,把高品质的产品和卓有成效的服务回报于社会,同时也深信本着对产品质素的严格要求,客户的投资才能获得更大的保障。
联系方式:
QQ:1503622433
手机:13355778670
电话:0577-65008706








{kind=link}