

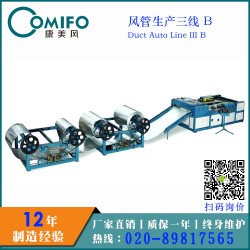







产品描述:
在风管生产三线的基础上,配置冲加强孔和双联C/S骨成型,即可升级为升级版风管生产三线。由料架,调平压筋,冲支撑孔,冲方口,冲尖角,双边成型C骨,液压折边,液压剪切组成。采用全电脑PLC控制,触摸屏操作,可根据操作要求设置任意尺寸进行下料,该生产线*大加工速度为18米/分,精度为:长度误差±0.5mm,对角线误差为±0.5mm, 标准开料架承重5吨,可根据客户要求配套。
该生产线可满足风管板料下料,同时可以为TDF(共板法兰),TTF/LT插式法兰或角钢法兰下料工作,或全自动下料生产,或全自动生产双联C骨风管,多功能选用,节省时间,人工和板材用量。
产品参数:
| 型号 | *大料宽 | 料厚范围 | 速度 | 剪切误差 | 对角线误差 |
| CAL3(B)-1.2x1300 | 1300mm | 0.4-1.2mm | 0-18m/min | ±0.5mm | ±0.5mm |
| CAL3(B)-1.2x1600 | 1600mm | 0.4-1.2mm | 0-18m/min | ±0.5mm | ±0.5mm |
基本配置:
1.电动送料架两个
2.调平压筋装置一套
3.冲支撑孔装置一套
4.液压冲方口剪角四套连模具
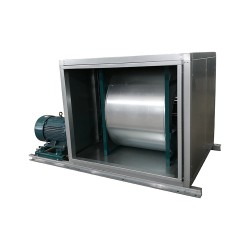
5.双联C骨成型装置一套
6.液压剪切折弯装置一套
7. 控制系统及触摸屏操作面板一套
工作原理:卷料-调平-压筋-冲加强孔-冲方口-冲尖角-双联C/S骨成型-折边-剪切
工作示意图:
说明:
1.定尺开料,可直接与等离子切割机配合使用
2.1C/S插骨剪角,可剪”L”, “U”, “口” 型的各种剪角,可与”C骨和S插条配合使用
2.2TDF共板法兰的各种连接方法定位剪角,可与TDF共板法兰机,折边机配合使用
2.3剪切角可与角铁法兰或之字法兰配合使用。并能折出”L”, “U” 和 “口”型风管,与立式合缝机配套使用完成整套风管
3.TTF/LT 剪切角可与插式法兰配合使用。与立式合缝机和插式法兰机配套使用完成整套风管
4. 全自动生产双联C骨风管







{kind=link}