







对内径尺寸的测量,国内目前测量的方法多以接触式测量为主。但接触式测量由于测量工具磨损、人为因素等原因造成测量误差较大,不能满足快速、精确的内径尺寸检测要求。
1、基本测量原理
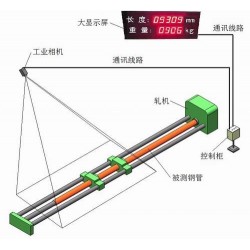
内径测量采用了激光测距的加法原理,制作时设置两个在一条直线上反向测量的激光测头,测量钢管的内径尺寸。
工作时激光测头1发射一束激光照射圆管下方的内壁,圆管内壁的漫反射光再返回到激光测头1内的C-MOS芯片上,通过对C-MOS芯片上光斑的位置分析和计算,可以得到激光测头1到圆管下方内壁的实际距离B1;同理可以得到激光测头2到观摩上方内壁的距离B2。两个测头的间距A加上两个测头到被测物上下表面的距离B1、B2即可得到圆管的内径尺寸D。
2、测头的布置形式
由于受激光测头的外形尺寸和量程范围的限制,小规格钢管和大规格钢管的测头形式不太相同。小规格钢管的两个测头需要重叠放置才能伸入钢管内,大规格钢管可以将测头正对布置。
3、设备组成
内径测量装置的整套设备包括:内径测量仪、主控机柜(内装控制电路、通讯设备和工控机)、显示设备(液晶显示器)、声光报警装置和打印机等。在实际测量过程中需要测量钢管的两端内径,虽然一台工控机可以驱动两套测量装置,但是为了操作方便还是建议直接使用两台工控机及其附属设备。
4、主轴端部结构及测头运动方式
主轴端部装有导轨和滑块,滑块通过“连杆”和“测头安装架”与测头部件连接固定。连杆与主轴成偏心结构,当测头伸入钢管后在弹簧的作用下测头安装架下部的小轮与钢管内壁贴紧。测头安装架下部的小轮以测头激光束为中心严格对称,以*保*激光束通过钢管的中心,使测量值为钢管的真实内径。当主轴旋转时,通过连杆带动测头安装架沿钢管内壁旋转,即可测得钢管在圆周上的多个内径(通过测量频率和主轴转速的控制,可以使测得的直径数量达到500个以上)。测头连接部位为标准结构,更换测头型号只需更换测头即可。
微信公众号:测量厂家






{kind=link}