







| 品牌正信 | 型号ZXL-CF800 |
| 用途焊接 | 电流交流 |
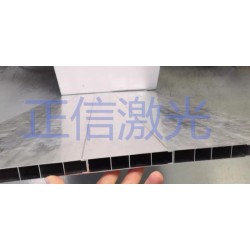
| 作用对象铝 | 作用原理脉冲 |
| 产品别名光纤激光焊接 | 焦斑直径0.1-1.2mm |
| 激光焊接深度0.1-2.0mm | 激光器上下行程X:300mm Y:200mm Z:100mm C轴100mm |
莞激市正信光焊接机在生产中的工艺特点——激光用来封焊金属是目前一种先进的加工工艺方法,主要基于台谊激光焊接机有以下特点:
(1)高的深宽比。焊缝深而窄,焊缝光亮美观;
(2)***小热输入。由于功率密度高,熔化过程极快,输入工件热量很低,焊接速度快,热变形小,热影响区小;
(3)高致密性。焊缝生成过程中,熔池不断搅拌,气体易出,导致生成无气孔熔透焊缝。激光焊接机焊后高的冷却速度又易使焊缝组织微细化,焊缝强度、韧性和综合性能高;
(4)强固焊缝。高温热源和对非金属组份的充分吸收产生纯化作用,降低了杂质含量,改变夹杂尺寸和其在熔池中的分布,激光焊接机焊接过程中无需电极或填充焊丝,熔化区受污染小,使焊缝强度、韧性至少相当于甚至超过母体金属;
(5)精确控制。因为聚焦光斑很小,焊缝可以高精度定位,光束容易传输与控制,不需要经常更换焊炬、喷咀,显著减少停机辅助时间,生产效率高,光无惯性,还可以在高速下急停和重新启始。用自控光束移动技术则可焊复杂构件;
(6)非接触、大气环境焊接过程。因为能量来自激光,工件无物理接触,因此没有力施加于工件。另磁和空气对激光都无影响;
(7)由于平均热输入低,加工精度高,可减少再加工费用,另外,激光焊接运转费用较低,从而可降低工件成本;
(8)容易实现自动化,对光束强度与精细定位能进行有效控制。
三、激光焊接机焊接与现有焊接方法的比较
目前密封焊接采用的方法有:电阻焊、氩弧焊、电了束焊、等离子焊等。
1、电阻焊:它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规焊难以焊及的区域,焊接速度快。
2、氩弧焊:使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
3、等离子弧焊:与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
4、电子束焊:它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成“小孔”效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对韩件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
四、激光焊接机焊接在传感器生产的应用前景
正信激光焊接机焊接技术是一种高新技术,由于其独有的特点,特别适合在传感器密封焊中使用,目前国外许多生产的厂家均利用激光焊接工艺生产,而国内采用此工艺的厂家不多,主要是一些生产**产品的厂家和部分科研机构在采用此种工艺,且采用国外激光焊接机的较多。
目前国内正信激光焊接机在性能上已和国外产品相差不远,完全可以胜任国内生产传感器的工艺要求,但价格是国外同类产品的1/3-1/5。为提高国内传感器整体水平以及发展民族激光产业,我国的生产厂家应尽快采用国产正信激光焊接机来生产加工,以增加产品竞争力,开拓国际市场。
激光焊接加工成为一种成熟的无接触的焊接方式已经多年,极高的能量密度使得高速加工和低热输入量成为可能,焊接强度高,焊缝窄,热影响区小,并且工件变形量小。不断变化的用户需求和高度的国际竞争造成了钣金激光焊接加工领域的向个性化需求转变的趋势。对于用户来说,这意味着产品线的细分程度加大。因此,生产大量相同部件的需求减少,而对于各个产品的准备时间越来越多,而整个加工过程特别是焊接过程,必须适应这个趋势,***合适满足这个需求的设备就是六轴机器人自动激光焊接系统。机器人激光焊接技术会带来很多优点:
1、可以实现激光焦点的功率和大小按加工要求动态地进行调节,同时对加工过程进行实时监控,实现各种各样的应用可能。
2、光束斑点小,加工精度成倍提高。热影响区极小,焊缝质量高,不易产生收缩、变形、脆化及热裂等热副作用,激光焊接熔池净化效应,能净化焊缝金属,焊缝机械性能相当于或优于母材。
5、采用光纤输送激光,这样一来把能量源和加工设备从空间上分隔可以毫不困难地实现。激光器产生的光能可通过直径很小的光纤传输到距离很远的工位,通过机器人,实现对工件的焊接。
4、一台不锈钢激光焊接机器人可代替3台至4台电阻焊机器人,若充分利用激光焊接技术,加工一个车身,在工装投资、焊件准备、材料消耗、车身密封等方面的费用将减少约200美元,钢材利用率可提高50%。使用不锈钢激光焊接机可省去大量的样板和工装设备,使车间面积减半,节省投资。
目前在金属焊接中出现的一些挑战,比如工件形状越来越复杂,焊接质量要求越来越高,而且加工的个性化需求中的量小样多的订单越来越多,采用机器人自动激光焊接加工系统完全能够应对。






{kind=link}