








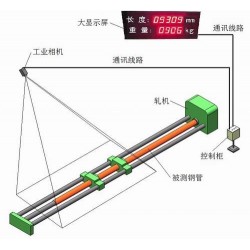
轧钢测径仪为光电测量设备,可以应用于恶劣的轧制现场,实现高精度的尺寸测量,测量精度高,测量频率大,轧钢测径仪可以对热轧钢材进行检测,并且不影响测量,轧钢测径仪的使用将为生产企业带来巨大的便利。
轧钢测径仪配备专业的软件系统,进行数据分析与处理,便于对钢材的轧制情况进行整体分析。轧钢测径仪克服了恶劣的轧钢现场,实现高精度的线径尺寸检测,成为了现代化轧钢生产中比不可少的检测设备。
2.1、直接原因:
经常发生撞车的直接原因是过钢导套与被测轧材的间隙偏小,同时轧钢测径仪的安装位置距离轧机的位置偏近,轧材的摆动不可避免。从而在轧材发生较大幅度的摆动时,工件撞击过钢导套,进而损坏轧钢测径仪的主体;
2.2、根本原因:
因为测量镜头的直径太小(镜片直径为70mm,有效视场直径60mm),测量的范围也相对较小,致使被测轧材必须被过钢导套限制在一个较为狭小的空间才能测量到其外径尺寸,故过钢导套的内径尺寸受镜头的限制不可能加大,致使事故经常发生;
2.3、测量范围偏小:
当轧钢测径仪双测头的*大视场宽度为124mm,考虑到合理的过钢间隙*大可测直径为100mm的轧材。不能满足测量120mm的要求。
3、避免方法
3.1、针对事故的直接原因(过钢导套与被测工件的间隙偏小且轧材的摆动不可避免),采用过钢导套和测量车主体分离的方式(见示意图),即使轧材偶尔撞击过钢导套,也不会连带测量车主体同时损坏,以*保*测量车的安全;
3.2、针对测头直径太小的根本原因,采用大直径测头。测头的镜片直径加大到90mm,有效视场直径不小于78mm,双测头视场宽度不小于155mm。这样轧材与过钢导套的单侧间隙就可以调整到合理的范围。即从原来的*大7mm左右增加到15mm以上使得工件与导套发生撞击的几率大大减小;
3.3、镜头的尺寸加大以后,同时解决了轧钢测径仪测量尺寸偏小的问题,155mm以上的视场宽度*大可测量直径为125mm的轧材,足以满足120mm的测量要求。





{kind=link}