







无缝钢管的轧制属于一种多品种、连续生产过程。多品种导致经常调整生产工具,因而存在发生调整误差,甚至误用生产工具的可能性,而连续生产,若无在线检测系统, 则有可能发生误差,造成大量的废品。
1、无缝钢管测量难点
无缝钢管的在线测量有三大难点:
(1) 是在热态下测量
在热态下测量,无缝钢管的表面温度变化大 (500~1000℃)。
(2) 工件移动速度快
工件移动速度快,达到1m/s,且工况条件较差,有大量的水汽、雾 汽、电磁噪声等。
(3) 测量范围宽
测量范围宽(50?180mm)。因而一般的CCD测量系统很难满足在线使用耍求。
目前,生产厂家采用的测径手段,都是由轧制工人将传送带上的高温无缝钢管手工剪下来,水冷后用卡尺测量。这种测量方法劳动强度大、工作危险、测量速度慢,且已经是在故障发生后的测量,因而废品率高,损失严重。
因此我们需要研发一种可以在线检测且能解决以上问题的测径仪。
2、大直径测径仪
大直径测径仪主要是以光电测量原理制造而成,以间距可调双镜筒测头技术实现超大范围的检测及范围可调节的功能。大直径测径仪为非接触式的在线检测设备,以广泛的用于各种恶劣的轧制现场,实现高精度的线径尺寸的在线检测,为线径的检测提供精准的数据依据。
3、实现
3.1、热态下检测
热轧无缝钢管的温度非常高,要想实现在线检测,那么要*保*测径仪的测量部分能经受住500~1000℃的高温。
大直径测径仪采用全铸铁结构、正压分流冷却防尘技术、风冷水冷相结合的方式等实现了高温检测,并且大直径测径仪为非接触的测径仪,不直接接触热轧无缝钢管的表面,目前大直径测径仪以用于热轧钢材的生产中,经使用,效果良好,对1000℃的高温无缝钢管检测完全没有问题。
3.2、高速测量
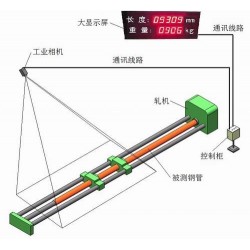
工件移动速度达到1m/s,为了实现高速的检测大直径测径仪采用高频测量系统,目前大直径测径仪的测量频率普遍为500Hz,即每秒检测500个数据,即每隔0.2mm就可以检测一个数据,实现连续不间断的检测,对高速生产的热轧无缝钢管完全没有问题,并且根据需求,大直径测径仪的测量频率也可达到1000Hz。
大直径测径仪采用多种防护技术,工控机计算,其温度性能非常好,可适用于各种高温、粉尘、水雾弥漫的生产现场,并有效的克服了水汽、雾 汽、电磁噪声等的干扰。
3.3、测量范围宽
热轧无缝钢管的测量范围宽,可以达到50?180mm,基于宽度范围大的特点,大直径测径仪采用间距可调双镜筒测头来实现高精度的大范围尺寸测量,这种测量方法主要有两点优势:可实现超大范围的测量;测量范围通过输入控制命令即可调节。
大直径测量仪的测量范围在500~1600mm的范围内,完全满足所生产的热轧无缝钢管的尺寸,并且测量范围可以定制更大的范围。






{kind=link}