塑料导爆管是我国上世纪80年代初投入使用的爆破器材,经 过30余年的推广与使用,己成为我国爆破作业的主流起爆器材。 随着非电起爆网络应用比例的逐年上升,导爆管的使用量也持续增长,年使用量达到30多亿米。
在使用过程中,工程爆破领域希望导爆管具备高拉伸强度、受燃料油影响小、网络连接更加容易、具有一定的耐高温性、导爆管更加柔软、耐磨耐折,耐切割质量稳定。然而目前我国的导爆管生产工艺和装备相对滞后,生产过程还停留在粗放塑、劳动密集型阶段。所以加强导爆管生产过程中质量管控,值得思考。
由于塑料导爆管更加柔软,因此接触式测量法不适用现在的的外径检测,并且现在的生产设备大多数都为自动生产设备,因此对其外径进行自动检测,也就成为了不可忽视的问题。所以,对塑料导爆管的外径检测的基本要求有一下几点:非接触、 在线、自动、高精度、高速度。
塑料导爆管的管径是有挤出机的机头模具控制。挤制导爆管用圆环行口模是由口模芯和口模座之间形成的圆环形间隙构成。按塑料熔体流动的方向,口模分压缩段和成型段两部分。压缩段的圆环形空隙面积由大到小。成型段亦称平直段,这段口模座和模芯的内外表面为圆柱面,间隙处处相等。故而,口模座和模芯的中心线严格地重合,才能确保导爆管管径的一致性与壁厚的一致性。口模座和模芯的中心线重合调节一般可以固定模座,调整模芯的方法,也可用固定模芯,调整模座的方法。
在原有设备基础上,增加一款可控制管径上限的光电测径仪, 使拉制出的导爆管*大直径不超过规定值,满足国家标准要求, 通过机器设备调节控制导爆管外径下限,避免生产过程中因设备运转时间久出现管径超差和停机后开机时调节设备费时多的问题。
目前我国导爆管管径已经实现了在线检测,通过采用光电测径仪实现外径尺寸的在线精准测量,该仪器响应速度快,精度高,可以精准的检测被测塑料导爆管的线径尺寸,同时其为在线测量系统,非接触式检测,测量精度可以达到0.003mm,测量频率也达到了500Hz(并可制成1000Hz),为塑料导爆管提供精准的线径尺寸。
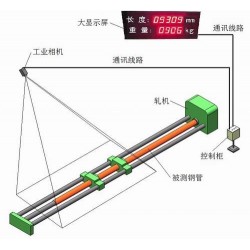
光电测径仪还具备PID调节功能,即根据实测线径与设定标称值之间的偏差,来控制挤塑机螺杆转速或牵引机的转速,使实际的线径尽可能地接近标称值。而对塑料导爆管而言,可以与拉制机或挤出机对接,实现联动自动控制管径。














{kind=link}