








线材测径仪应用于高速线材已有多年历史,其使用方法主要用于轧制过程中尺寸检测,线材测径仪在高速线材上进行外径尺寸检测,调整工根据显示屏显示数据进行调整,达到控制尺寸精度的目的。线材测径仪可用于热轧、冷轧的轧钢现场对外径进行高精度的检测。除了基本的外径检测功能外,线材测径仪还具有分析功能,能对头尾缺陷进行显示。
1、测径仪的工作原理
由光学系统形成一束平行光通过接收镜头在线阵CCD上形成电子图像,经图像处理求出遮挡此平行光束对应的物体外形尺寸。
该测量方法的优点是无机械运动部件,不存在磨损造成的误差。它是用电子摄像拍同一时刻物体遮挡光束阴影。线材测径仪的测量车由等间距的8组光电摄像装置以500次/秒的速度同步地拍摄同一截面的投影图。8个方向所拍的投影尺寸数据以很高的频率取样率送入专用工控机,对所测数据进行分析处理,8个方向的外径数据由圆周上等间距的16个点的空间位置构成。
在圆周等间距排布的16个测量点进行外径测量,在测量点之间的圆弧因为得不到其投影形成的图像成为测量的“不敏感区”。由于测量点间距仅为22.5°圆弧,测量仪器投影*“不敏感”的位置在11.25°处。由简单的几何运算可知,此点只要有其直径1%以上的凸起,其投影即将对相邻2个方向的投影形成遮挡而被发现,这种凸起数据比直接外径投影的差别小于1%,时刻、同截面的测量及被测物轻微扭摆,该量仪器可快速发现产品缺陷与尺寸波动,实时发现生产中的工艺问题。
2、线材测径仪的使用方法
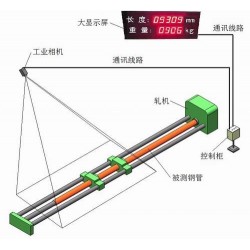
线材测径仪的使用方法为工控机及数据采集放在主控室内,便于操作人员设定参数及时观察实时圆尺寸,当出现尺寸超差或椭圆度超差时,线材测径仪开始报警,第 一路?第八路数据变成红色,哪一路变成红色表示哪一路尺寸超差。
外部现场使用显示屏显示数据,每秒跳动2~3次,及时显示所测量尺寸。线材测径仪将每秒采集的尺寸数据进行处理,求出平均值显示到工控机屏幕及外部显示器上面。外部显示屏显示*大与*小值、椭圆度及运行状态,工控机显示屏显示每1路的测量值、*大值、*小值、平均值及椭圆度。
线材测径仪除了检测局部超差点,还具有分析系统,其截面图能体现截面尺寸的全貌,趋势图能体现整支盘条尺寸的全貌及超差状况。另外其显示的产品型号、标称值、允许正公差、允许负公差等均为与测量实际值的对比带来便利。同时历史查询功能可以查看以上状态,可精确到秒,还可导出历史数据(Excel表格形式)。热膨胀系数的设定,也使得工作人员可得到高速线材的冷态温度。
3、头尾缺陷的分析
波动图主要用于查看被测轧材的尺寸波动情况,从该图上可看到整根轧材外径的变化趋势,也可对某一时刻的波动情况进行查看。
缺陷图可以观察到八路测量值的超差类型,如上超差、下超差、椭圆度超差等。通过缺陷分析功能,我们在轧制现场可以十分形象、及时地得到线、棒材的轧制缺陷分布,特别是轧材的头尾缺陷特征,及其延续的长度,从而适度地调整轧制的工艺配置。通过以上均可对头尾的缺陷进行分析,从而更准确的得到高速线材的整体信息。





{kind=link}