







锅炉封头的周长与直径测量可以采用激光测量的方式进行检测,可详细显示封头所需要的各项信息,并且激光测量仪使用方便,测量精准,为封头直径、周长的质量检测带来了便利。
1、工作过程
工作时,系统扫描旋转编码器的角度数据,同时向发送指令给测头测量当前的测量数据,系统接收到测头反馈的测量数据后与角度数据对应存储。当系统采集到的角度数据超过180°时,系统将把角度差为180°的两个半径尺寸(即一条直径线上的两个半径尺寸)相加得出直径尺寸。
测量完成 1 周后,系统将调整测头向下移动(距离根据被检测工件的信息在系统内可设定),移动停止后继续测量。根据相同角度下测头至封头的距离可计算出封头边缘的倾斜角度。
2、软件功能简介
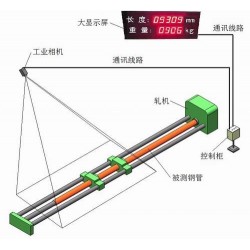
2.1、界面显示内容:实时显示半径尺寸,旋转180°后实时显示半径尺寸和直径尺寸,测量完成后显示平均直径尺寸以及通过积分计算的周长尺寸,多位置测量后可计算出管板边缘的倾斜角度。分两级界面,第 一级为员工操作界面,无需设密码,在此界面下可完成工件的正常检测和数据的上传工作,且上传后的数据不得修改。第二级界面为管理员界面,需凭密码进入,可完成以下功能的操作:系统时间设置,包含年、月、日、时、分,在此界面以外不得设置调整界面;旋转角度补偿值的设定;高度位移精度补偿值的设定;前后移动距离精度补偿值的设定;系统表格格式、内容的修改和计算公式的修改;
2.2、参数设置:可设置产品规格、正负公差、串口、电机调整、刷新频率参数等。
2.3、具备超差提示功能与数据存储功能,可以表格的形式导出。
2.4、工件规格自适应功能:切换管板直径规格时根据系统工件的信息自动调整测头至管板的水平距离和侧头距管板上端面的高度。
2.5、测量高度位置调整功能:可自动调整测头测量的高度位置
2.6、检测报告功能:每次测量可生成一个检测报告,检测报告以Excel 表格格式存储,并可通过局域网上传。
2.7、具有检测头防撞保护,可人工设定防撞保护距离,当检测头距障碍物达到设定距离则检测臂停止前行,并在人机界面弹出提示。
2.8、无效数据的自动剔除,在数据应用计算时自动剔除干扰数值,*终得到真实精准的检测结果。
2.9、为提高检测效率和检测精度,立车台面不设绝对零点,系统根据与台面旋转电机同步的编码器所发出的脉冲、按事先定义的脉冲数量和旋转角度的比例,来判断工件旋转的角度,并记录需要的角度下对应的管板直径的数值,但各检测角度等分时要考虑爪钳位置角度的避让。






{kind=link}